|
The technology provides effective treatment of gases both with high (5-95 vol %) and with low (0.01-5 vol %) hydrogen sulfide content. The compact-size units can be erected directly on sites of extraction and primary processing of oil and gas. |
| Тwo versions of the technology are available. | ||
| Gases with 5-95 % vol of hydrogen sulfide | Gases with 0.01-5 % vol of hydrogen sulfide | |
| OBJECTS: | OBJECTS: | |
| “acid” gases,associated oil and natural gases, | associated oil and natural gases, | |
| hydrotreatment gases, | Klaus tail gases | |
| natural gases, etc. | geothermal steam, biogas, etc. | |
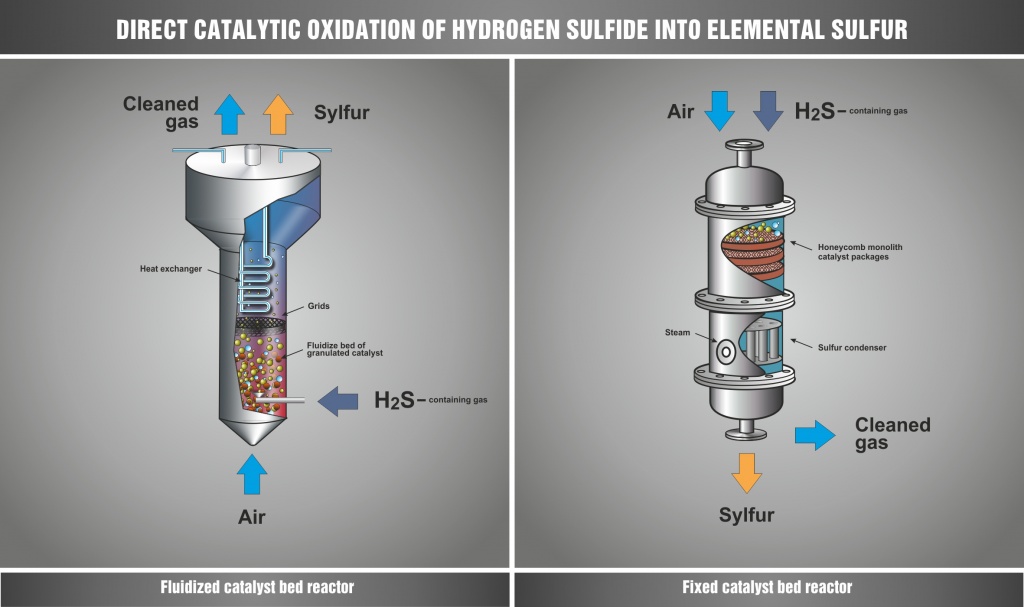
| The process is achieved in a fluidized catalyst bed reactor. | The process is achieved in a fixed catalyst bed reactor; honeycomb catalysts also can be used | |
| Operation parameters of the fluidized catalyst bed reactor | |
| “Acid” gas capacity, m3/h | up to 300 |
| Sulfur yield, kg/h | up to 200 |
| Volume ratio of hydrogen sulfide in the inlet gas, % | 60 |
| Purification degree, % | 97 |
| Loaded catalyst, kg | 100 |
| Plant payback period, year | 0.5-1.5 |
| Advantages | |
| (compared to the Klaus process) | |
| Reduction in capital cost | down to 1/3 – 1/4 |
| Reduction in operation cost | down to 1/4 –1/5 |
| Reduction (may be 100-fold) in expenses of waste and utilization of toxic effluents | |
| High purity grade of target products (sulfur, fuel gas) | |
| State-of-the-art |
| The technology are used at Russian refineries and oil deposits. |
| Contacts |
| bic@catalysis.ru |